涂装技术方案
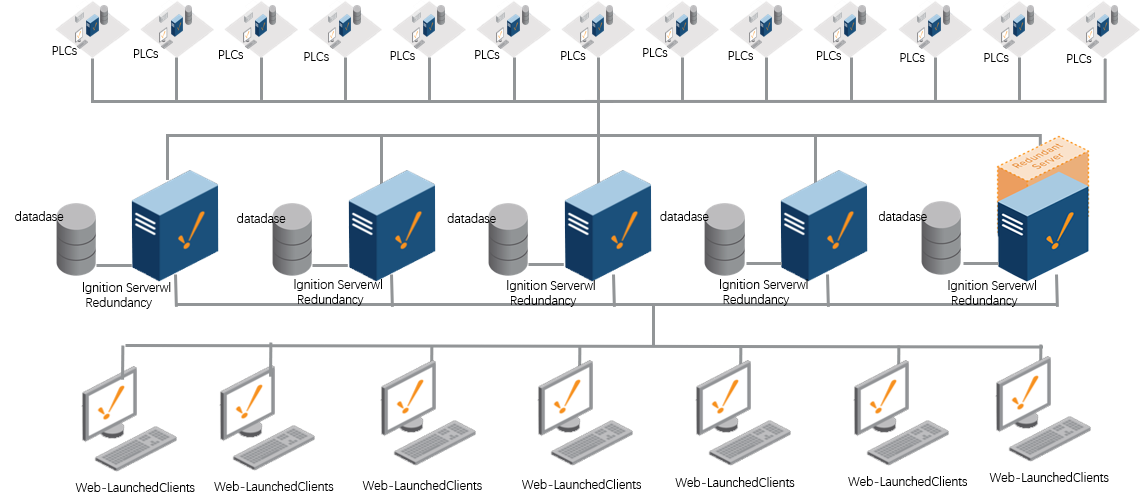
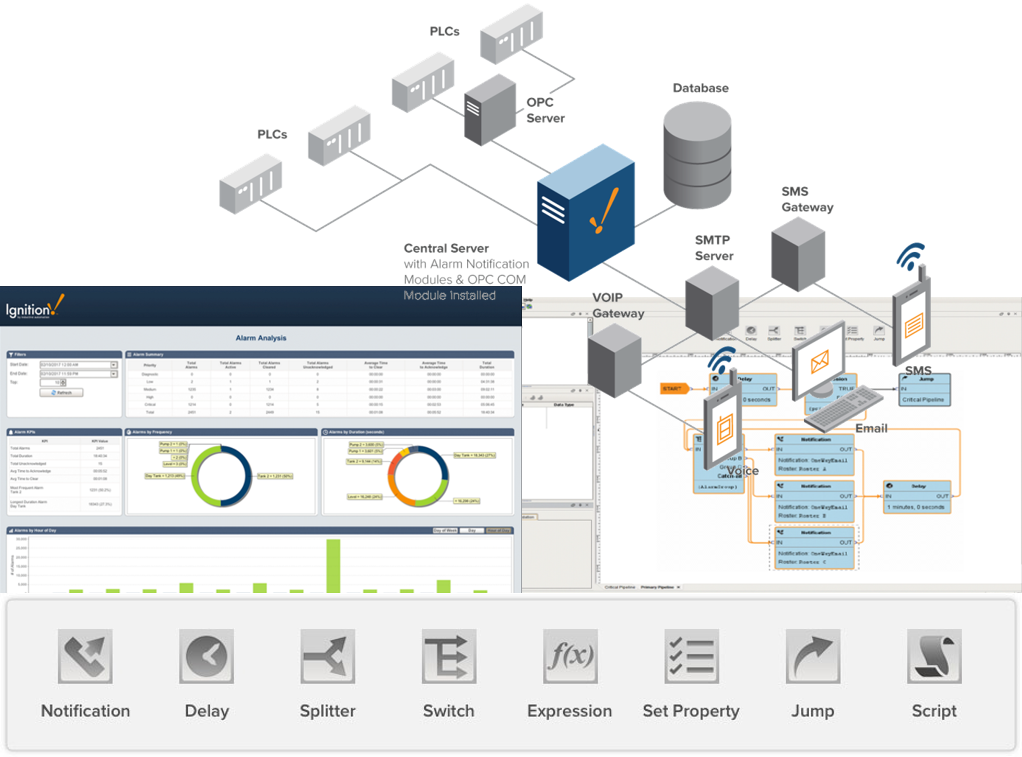
中央监视系统有监视系统客户端、能源管理系统、SCADA系统、驾驶舱系统、报警系统、实时监控系统、系统部署数据库,中控室配置激光打印机,完成各项需要打印的任务。从中央监视系统中实时获取设备参数、生产数据、报警数据和车间实时信息,专家经验库进行分析进行故障预测,设备智能检修。数据储存模块可以存储所需数据,车间所有的PLC、HMI、机器人和驱动的参数,服务器能够存档,PC向服务器发出存储请求,服务器存档完成后,PC机可下载资料。报警主机提供语音报警功能,根据报警的分类,播放不同内容的声效。与涌明科技智能语音播报系统,完美契合此功能。
 |
数据采集 当车身进入涂装车间时,通过数据采集服务器实时记录工艺设备、输送设备,机器人设备、每段工艺参数、质量数据、数据采集服务器实时数据等,实时传输数据采集服务器,当涂装流程结束时,生成当前车身档案并于车身绑定。 数据采集服务器内置了一套全面的数据采集工具和高性能的工业级历史数据库令数据的采集和存档比以往更加简便
|
|
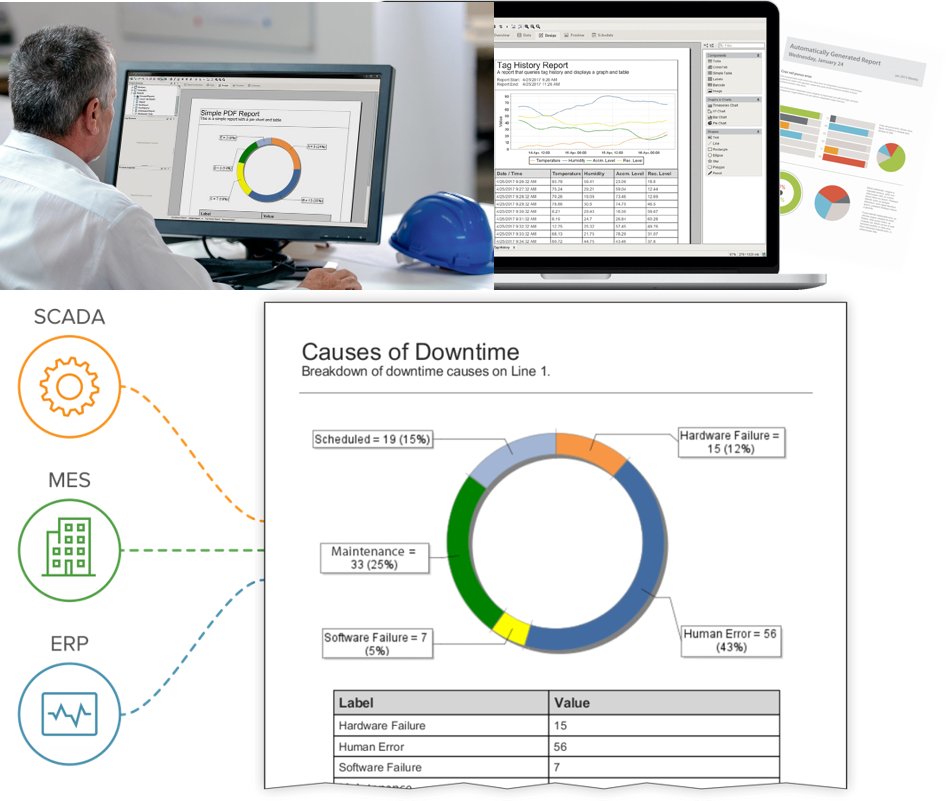
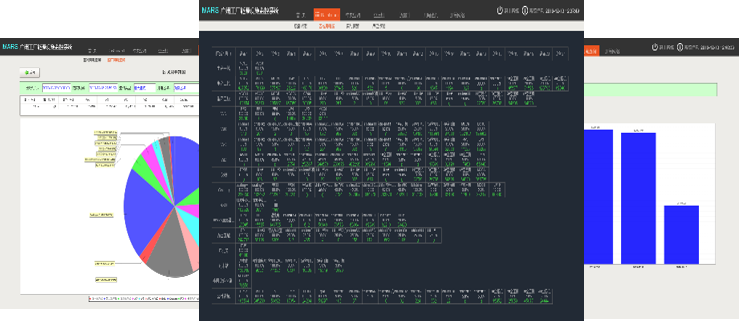
报表 可以创建几乎任何类型的工业报表,包括:SCADA报表、工业项目报表、生产管理报表、OEE停机跟踪报表、SPC报表、QA报表、规范报表、历史数据分析报表等。 涌明OEE系统,是为某汽车厂涂装车间定制的系统。结合涌明OEE系统,可以实现PT/ED, PVC,Primer,TC,Wax 5个工艺段的时间开动率、性能开动率,合格品率,设备综合效率等。 用户可以定义报表中的数据源,并可以分配任意数量的参数。通过拖放查询接口对接工具,用户就可以轻松构建复杂的SQL查询。此外,它的查询结构可以让关系数据和过程控制的历史数据无缝对接。 |
 |
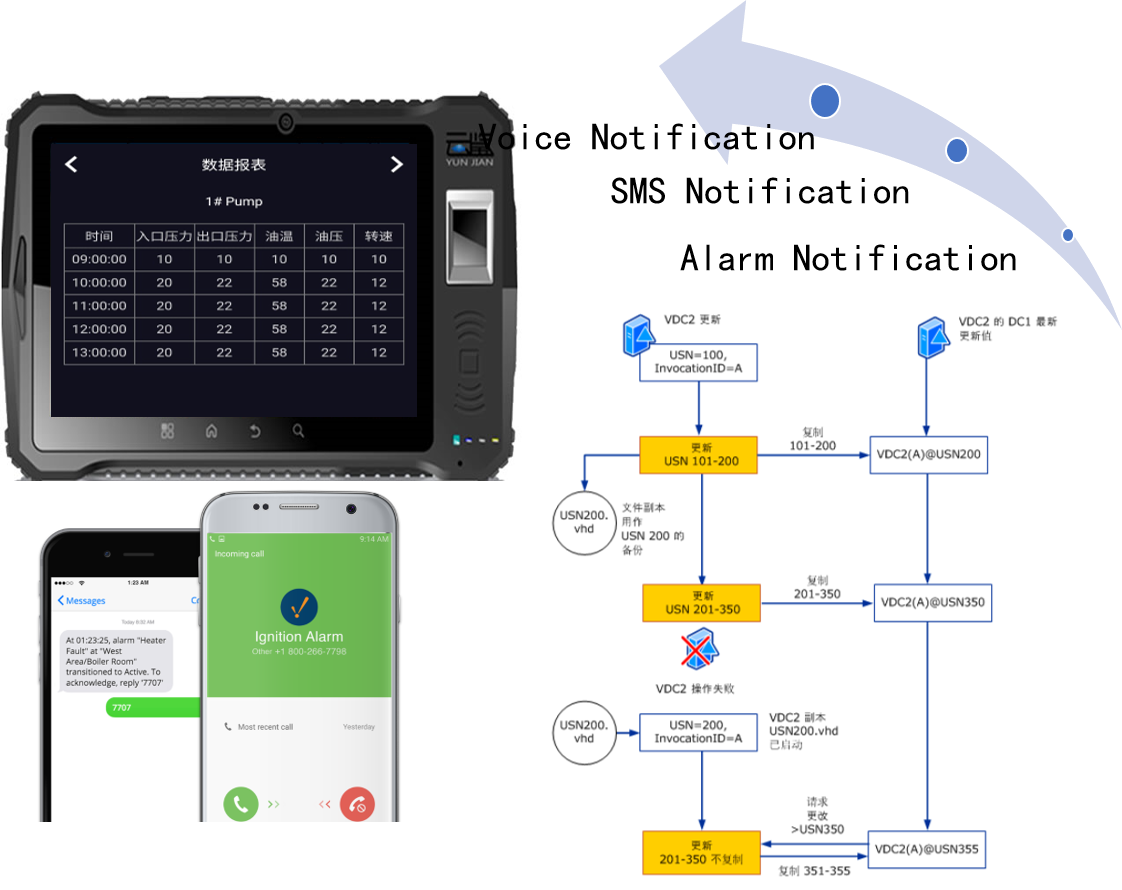 |
移动端APP 使用Ignition Perspective Module为工业流程带来更高水平的可视化和可访问性。使用HTML5轻松构建成熟的移动工业应用程序,以便直接通过手机、PAD或其他移动端监控工艺流程查询上报工单等。 客户端服务器数据传输安全可靠,采用银行级SSL加密协议,并与当今的联合身份基础架构兼容。其新的权限模型支持基于角色的安全性,以实现完整的系统保护。 内置安全机制分配用户角色:授于不同用户访问系统的不同区域 管理用户:通过鼠标点击配置用户访问权限 Microsoft Active Directory™:轻松整合现有配置用户结构权限 管理用户:通过鼠标点击配置用户访问权限 Microsoft Active Directory™:轻松整合现有配置用户结构权限 |
|
驾驶舱 通过采用BI工具与决策树建模工具结合的方式进行模型构建,提供KPI指标分析、多维报表展现,多维数据分析,地图分析等多种分析手段,并根据分析结果进行数据钻取,追溯指标,生产类(产量,节拍),设备类(开动率,状态),质量类(合格率),能耗,人员,库存状态、开动率、性能开动率,合格品率,设备综合效率等。 为保证决策的及时性,采取与移动终端整合的方式进行数据展示。全面、系统、准确、及时地揭示工厂当前所面临的以及今后可能面临的全部的需要进行管理的各种风险,为实现安全性、流动性和运营关键指标的综合平衡管理提供决策及操作依据。 |
 |
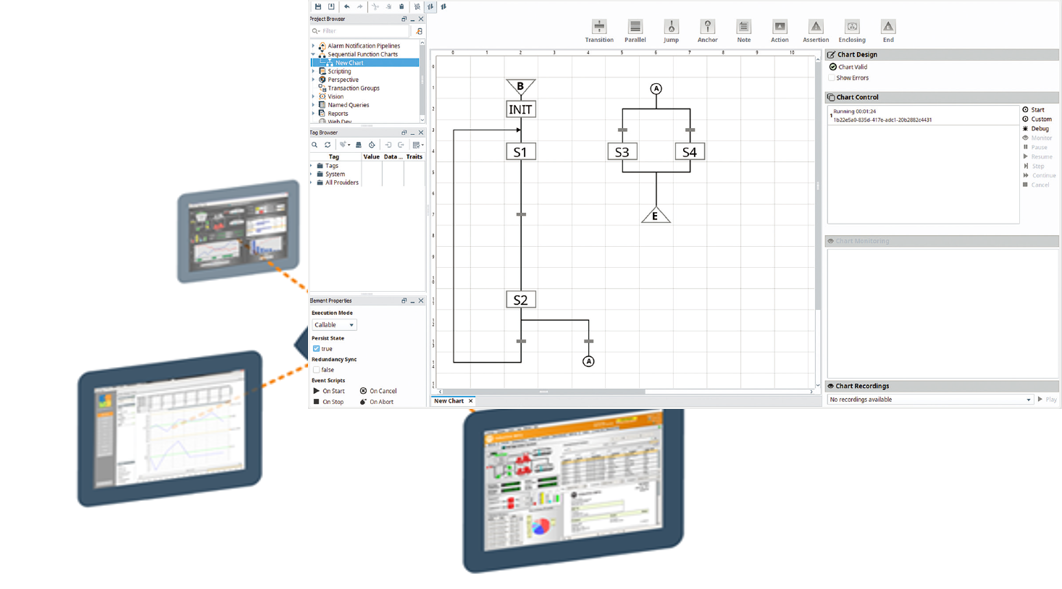 |
线上审批 在服务器端定制工作流模块,包含基础业务模块,用户可在网页中以拖拽的方式,实现无代码创建审批流程,自定义审批流程,方便快捷易于操作。流程执行后可查询流程状态,如流程执行实时状态到哪个阶段,哪个负责人尚未审批等等。 线上机器人 线上机器人采用智能语音机器人,自动将信息录入客户端,客户端将查询结果传输给语音机器人,机器人做出回答。 当客户端没有查询到结果时,客户端自动呼叫对应的负责人。 并通知语音助手,自动呼叫人工。 当设备发生故障时,客户端会通知设备负责人,如果负责人指定时间未回复,则上升此问题,呼叫设备负责人的直接领导,未解决问题时逐级上报,直至响应或问题解决。客户端录入报警链条上的设备故障记录,负责人和响应时间,方便追溯。 |
|
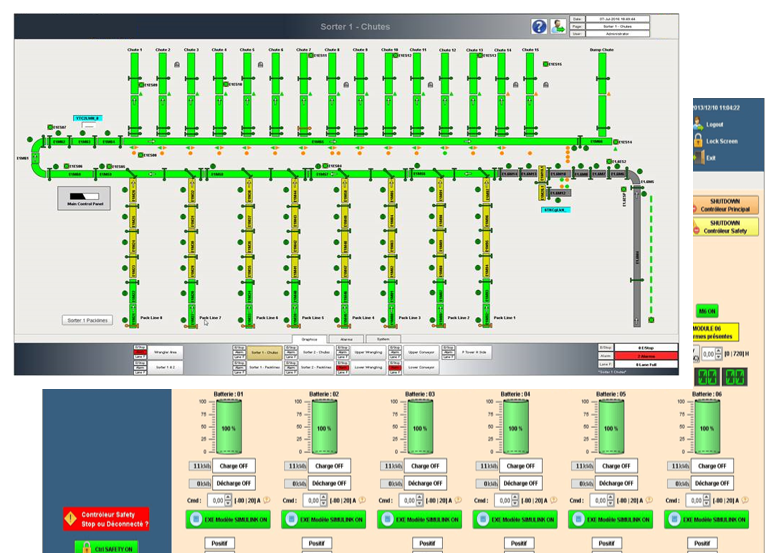
设备监控 利用数据采集服务器连接现场PLC, 读取PMC相关的机械化输送设备数据。监控主画面上显示,显示整个车间的工艺流程,从涂装车间入口到总装车间入口。监控PMC的允许运行信息,启动,停止,休息信号。从PLC获取PMC可能出现的故障码,及故障码对应的信息,当设备故障时,方便排查。当监控到故障发生时,记录PMC设备名称,故障代码, 故障开始时间,故障持续时间。记录整个工艺的缺车时间;堵车时间;生产停止开关和急停造成的停线时间;其他因素造成的停线时间;以上时间的总和。同时记录每个工艺的缺车时间;堵车时间;生产停止开关和急停造成的停线时间;其他因素造成的停线时间;以上时间的总和。 |
 |
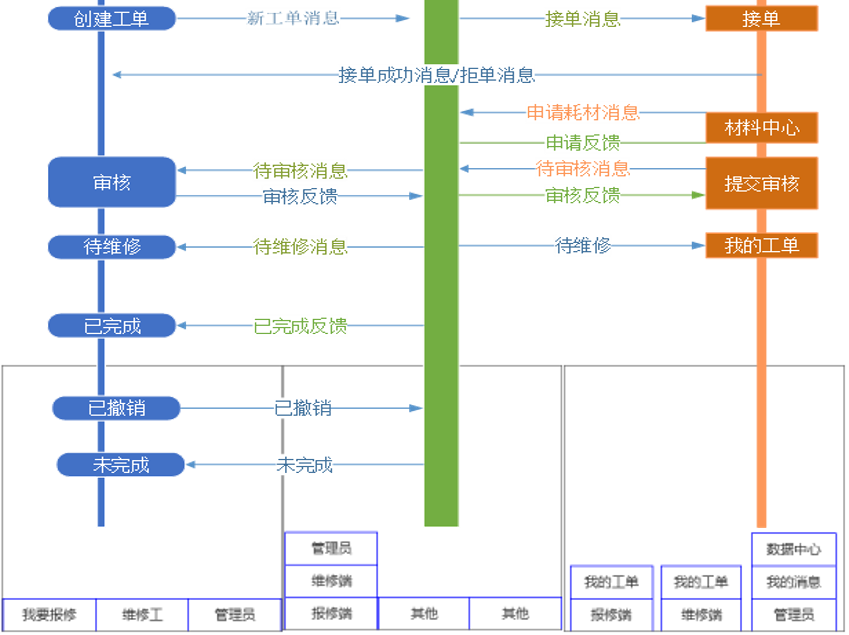 |
维修工单 Server服务器端导入设备维修责任人列表。每条设备维修责任人包含设备名称,设备ID,维护时长,维护人员工号,联系电话等相关信息。 当发生故障时,系统自动将故障信息推送维修责任人,同时在移动客户端发出提醒,并通过系统智能故障查询,专家经验库分析故障问题,推断故障原因。通知设备维修责任人维修并提交维修工单上报故障原因。如果责任人在指定时间内未响应,则通知其直接领导,如果规定时间内没完成,再逐级上报。 |
|
设备履历 通过建立设备档案库,设备张贴二维码用户可以通过扫描二维码查看设备履历信息。包含设备相关信息、故障代码、故障原因、故障分析记录,故障处理方法,故障是否解除,故障处理人相关信息。全部故障维修记录形成设备履历。 备件领用 客户端灵活定义备件领用流程模块,工作流模块提供基础业务模块,用户可在网页中以拖拽的方式,自定义审批流程。用户使用工作流工具,自定义备件领用流程。流程执行后,可查询流程状态,如流程执行到哪个阶段,哪个负责人尚未审批。涌明科技有强大的源代码开发实力,开发并拥有接近20个软件著作权,可完成客户个性化定制服务。 |
 |
 |
智能维保 扫描二维码识别设备ID利用设备ID生成多个子链接每个连接指向设备台账、备件库、资料库、点检、预防性维修、维修、进行无纸化管理。 在线报修 通过扫码勾选填写快速生成上报维修工单, 使用SQL模块自动生成SQL表单。无须用户登陆,快速上报维修,快速定制在线报修功能,处理系统无法感知的故障。自动扫码识别设备名称,设备位置,导入故障描述,选择保修人勾选保修信息。报修工单提交后,即时通知维修责任人。 |
|
生产管理 采用数据采集服务器模块,采集关键工艺线生产状态。班次目标产量,实际产量,平衡计数器计数,循环工作站是否有质量故障,是否有报警,是否急停,缓存计数器计数。生产节拍倒计时。每个关键工艺段的生产状态(运行,停止,故障) ,每个工艺段正在行进的车身。生产顺序。 服务端定制开发考勤模块。支持多种考勤方式,现场客户端。录入员工姓名,工号,到岗时间,形成员工考勤记录。现场客户端到岗录入需要用户权限,开放给小组组长。小组组长可查询员工的考勤记录。 现场客户端支持现场设备开关机功能的配置,对该客户端监控的设备执行自动开关机。每台设备,可设定开关机的条件,如定时开关、日期触发、数字量DI触发等。 |
 |
 |
车身信息识别系统 车身轨迹查询: 输入车身ID,查询车身信息, 显示车身经过每个读写站的时间序列,确定车身位置。 车身位置存储:每个工艺段都设置有对应的工艺读写站。当车身经过任意一个工艺读写段时,将车身ID ,读写站所在区域,读写站名称,读写站ID ,滑撬ID ,滑撬类型,车身经过的时间,车身经过的班次,漆液缓冲器是否被占满。 车身位置读取:设置当天工作时间段,班次号。查询出当天,每辆车最后一次经过的读写站站号,读取站所在区域,车身ID ,滑撬ID ,滑撬类型,车身经过的时间,即得到每辆车当前的位置。 在工作站的入口(如喷房),必须再一次读取ID码,并与载码体的数据核对,任何错误都应当在操作站或HMI进行显示,读取信息失败时,即时进行报警。通知相应责任人如果未响应逐级上报。 |
|
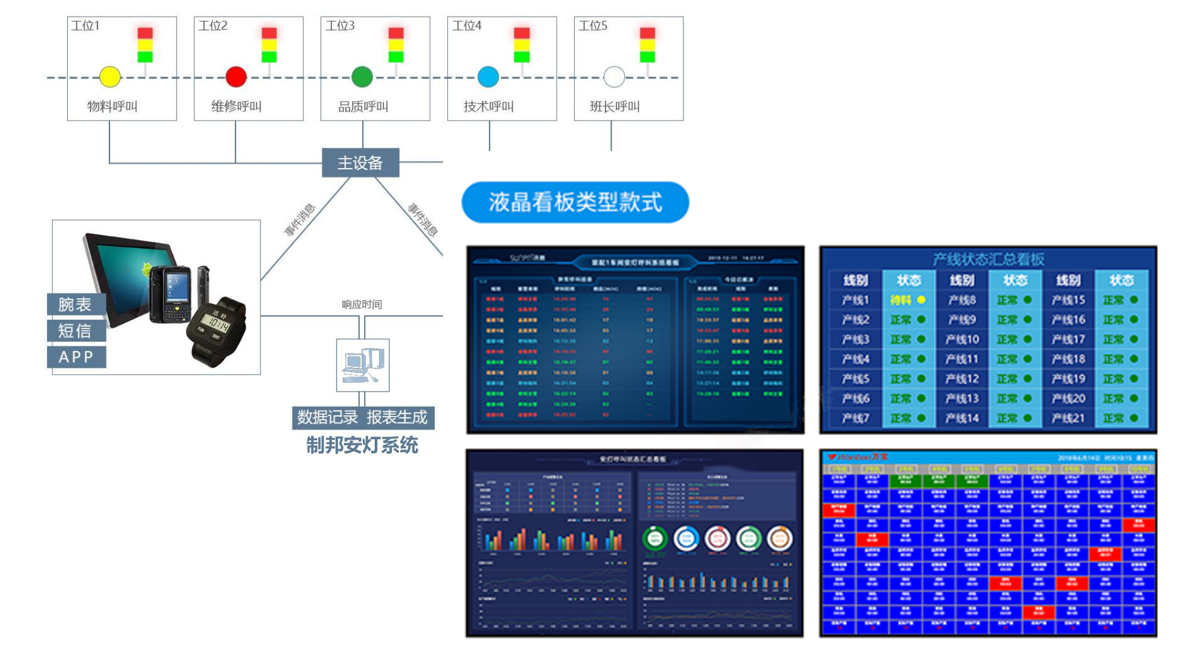
安灯系统 车间现场有15个安灯点:车间入口前处理/电泳电泳、检查及钣金工位、底部密封、手工涂胶、线电泳打磨喷房面漆检查精修贴膜终检点修补喷腊等。使用数据服务器模块, 高速实时采集灯的状态。在HMI上显示采集的安灯状态。 工艺管理 当车辆进入工艺段时,开始实时记录工艺段工艺参数和质量数据,当工艺段结束时,停止记录该车辆工艺参数和质量数据,将每个工艺段工艺参数和质量参数上传至Ignition服务器,最终形成每台车工艺质量档案。 /p> |
 |
 |
能源管理OEE 中控室配备能源管理PC, 连接能源计量网关模块,统计能源数据,生成统计报表。为每日的能量消耗降低提供依据,实时监测各项能源消耗数据,达到节能减排的目的。 以小时、天、月、年为单位,查询各项消耗量,查询结果可以打印Excel表格和能源消耗趋势图。 分析在某个时间段,统计某个工艺端的能耗参数,各个工艺段能耗及生产车间数据相结合,统计出单车能耗和单个设备能耗。找出耗能的主要节点及分析,提供优化方案 |
|
质量管理 当车身进入工艺读写站时,会将与车相关的数据,与工艺站相关的全部数据采集到服务器。通过查询当天当前班次,数据库中保存的最新工艺段信息,实现工序状态的在线检测。 SPC(统计过程控制)模块,该模块提供了各种数理统计方法和图表工具。使用单值-移动极值控制图对电泳的水洗PH值进行观察,假如质量参数拥有缩小范围上下限,如:PH样本值在7.0 中心线附近,上限7.3,下限6.7。 取整体观察样本,以下3种情况说明出现品质问题,
|
 |
 |
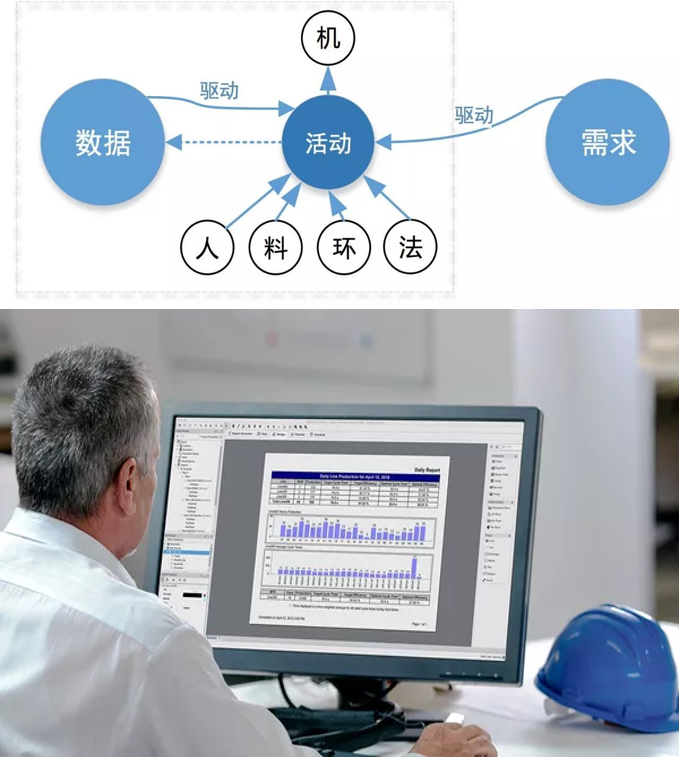
EHS管理 EHS方针也是企业环境、职业健康安全领域一切活动的驱动力,涉及到全体员工和其他相关方,每位员工应理解并遵照执行。本模块帮助全面控制安全风险,减少各类事故、事件的发生,简化生产企业安环部门工作量,实现EHS管理的规范化。做到安全状态实时掌控。 EHS管理模块 EHS(环境、职业健康安全管理体系): EHS方针是企业对其全部环境、职业健康安全行为的原则与意图的声明,体现了企业在环境、职业健康安全保护方面的总方向和基本承诺。因此可以说EHS方针是企业在环境、职业健康安全保护方面总的指导方向和行动原则,也反映最高管理者对环境、职业健康安全行为的一个总承诺。 |
|
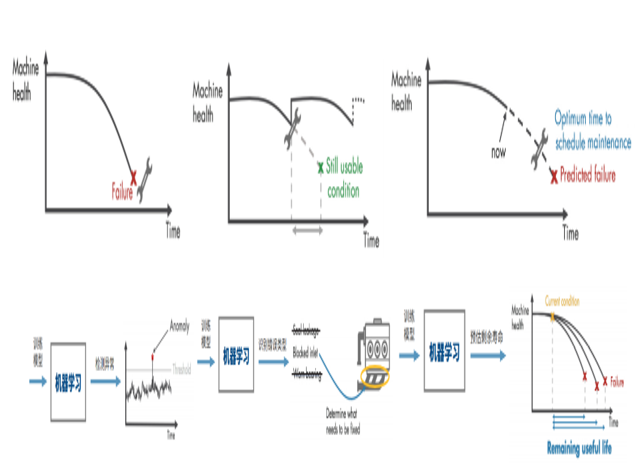
预测性维护 可风机作为试点进行测试,配置各种传感器,服务器端通过MQTT采集传感器信号。如风机电流、电压、功率、声波、震动传感器,红外测温仪,采集风机表面的热成像图,判断是否存在过热点。采集到的综合参数模型在指定的范围内,则风机正常,超出数据模型正常范围则有发生故障的可能性;利用采集到的大数据信息,Logistic回归算法设计预测模型进行机器学习。 |
 |
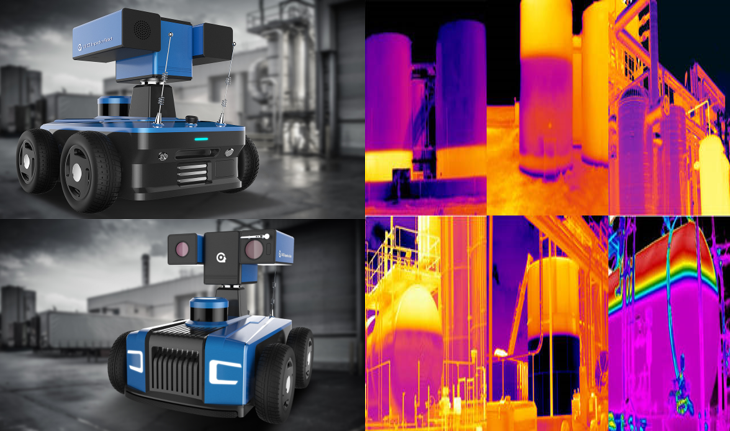 |
线下巡检机器人 巡检机器人的智能扫描形成系统场地地图,在系统中根据地图实现任务规划功能,可编辑巡检点。 根据红外热成像原理,机器人可实现非接触式的温度检测。环境声音信号实时采集声音分贝监测报警、主频监测报警,声音信息突发声源定向,特定声音事件检测。通过机器人上的气体检测仪,可轻易的对PM2.5及其他肉眼不无法识别物质,按照颗粒大小进行分类和显示。 通过视觉算法实现地面垃圾检测。 将检测结果实时回传至服务器,当采集到异常信号时,自动发通知给管理人员。 线上机器人和管理员可以随时通过命令的形式,实现对线下巡检机器人的任务规划。 |
|
虚拟现实 3D数字化平台、三维场景建模车间、设备建模、设备动画、UI平面设计、使用三维数字平台软件上述建模与动画制作。AR眼镜应用利用AR眼镜互动模块。 AR眼镜应用软件、实时数据接入与显示模块进行UI平面设计。 /p> VR重点设备培训考核系统利用VR眼镜互动模块、操作培训模块、操作考核模块、VR重点设备培训考核系统软件进行三维场景建模和UI平面设计。 /p> |
 |